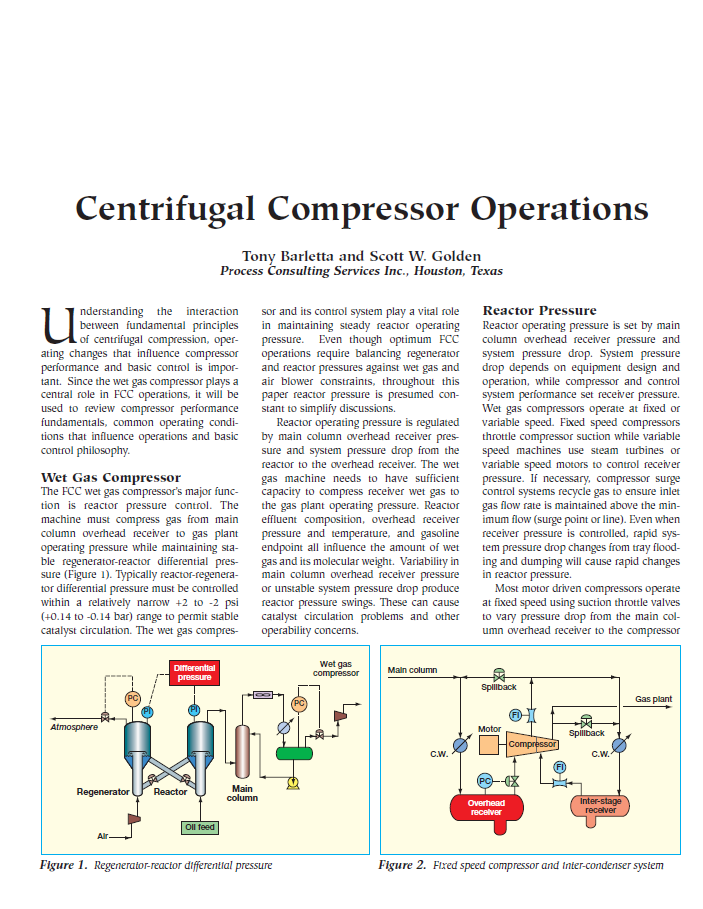
The wet gas compressor is used as an example in this article reviewing compressor performance, operating conditions and basic control philosophy - an aid to understanding the interactions influencing compressor performance and control.
Read More
The wet gas compressor is used as an example in this article reviewing compressor performance, operating conditions and basic control philosophy - an aid to understanding the interactions influencing compressor performance and control.
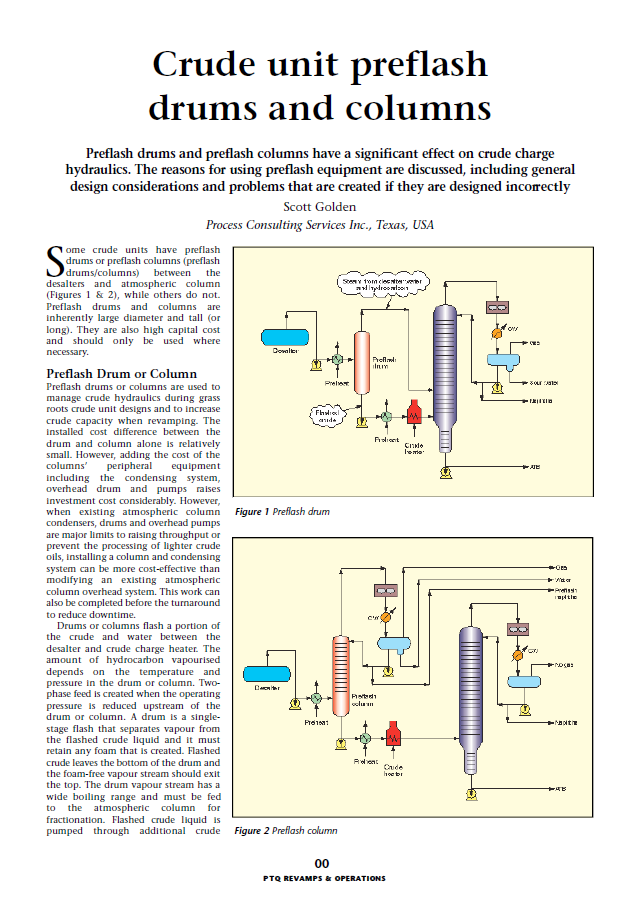
Read MorePreflash drums and preflash columns have significant effect on crude charge hydraulics. The reason for using preflash equipment are discussed, including general design considerations and problems that are created if they are designed incorrectly.
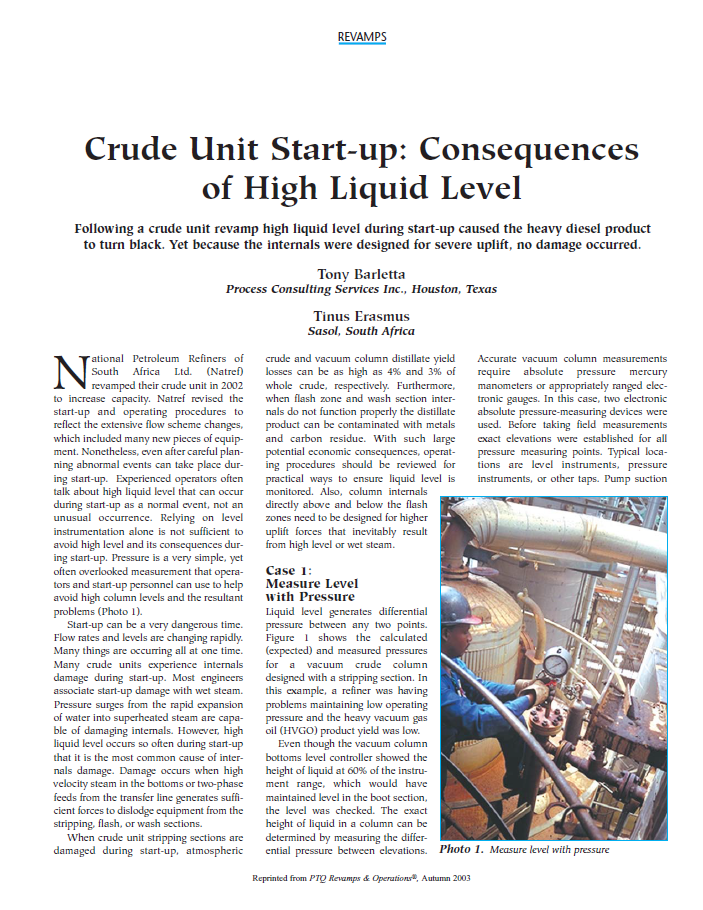
Read MoreFollowing a crude unit revamp high liquid level during start-up caused the heavy diesel product to turn black. Yet because the internals were designed for severe uplift, no damage occurred.
Read MoreThe design, detailed engineering and installation of one revamp took just four-and-a-half months. Unit feed rate, product recovery and product quality objectives were all met after the revamp.
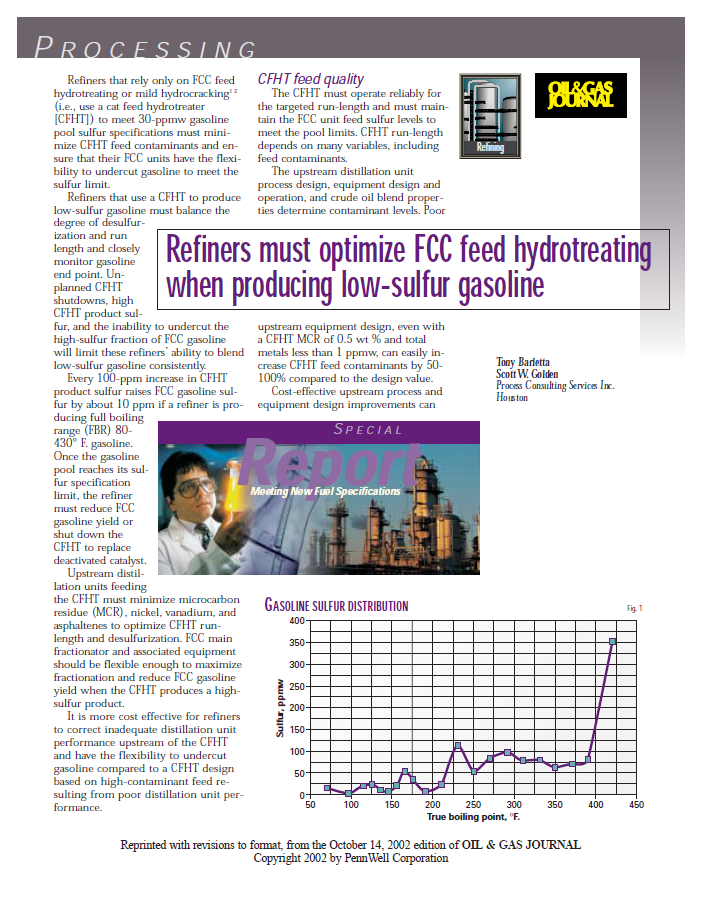
Read MoreMeeting lower gasoline product sulfur levels requires understanding sulfur distribution and species as function of the FCC gasoline boiling range. Gasoline pool sulfur limits can be achieved by minimizing contaminants in the cat feed hydrotreater (CFHT) feed and improving fractionation between gasoline and LCO. In many cases these options are much less expensive than designing the CFHT based on high-contaminant feed resulting from poor distillation unit performance.
Read MoreWorld heavy crude volumes are increasing, and as a result CDU/VDU operating problems and the frequency of unscheduled outages is also increasing. Conventional CDU/VDU designs will not operate reliably or profitably on the more challenging crudes. This article addresses problem areas and identifies specific sections requiring investment to maintain profitability throughout a 4-5 year run length for refiners processing heavy crudes.
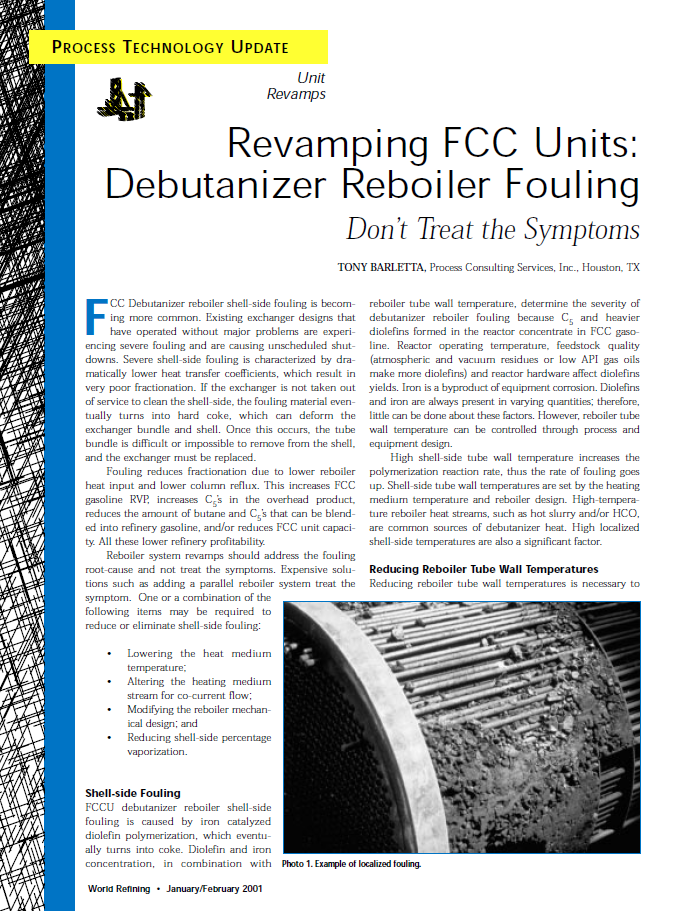
Read MoreFCC debutanizer reboiler shell-side fouling causes unscheduled outages and can make bundle removal difficult or impossible. Expensive solutions such as the addition of a parallel reboiler system only treat the symptoms, not the causes, of the problem. FCC debutanizer fouling is caused by di-olefin polymerization and poor exchanger design. Improved exchanger design has eliminated unscheduled outages in several FCC’s.
Read MoreUnderstanding how FCC and Delayed Coker wet gas compressor capacity is impacted by system pressure drop allows low cost changes to be made without expensive compressor modifications. In many instances high pressure drop caused by poor system design reduces unit capacity, lowers conversion, or raises column operating pressure. This article presents several solutions for increasing compressor capacity through inexpensive process system modifications.
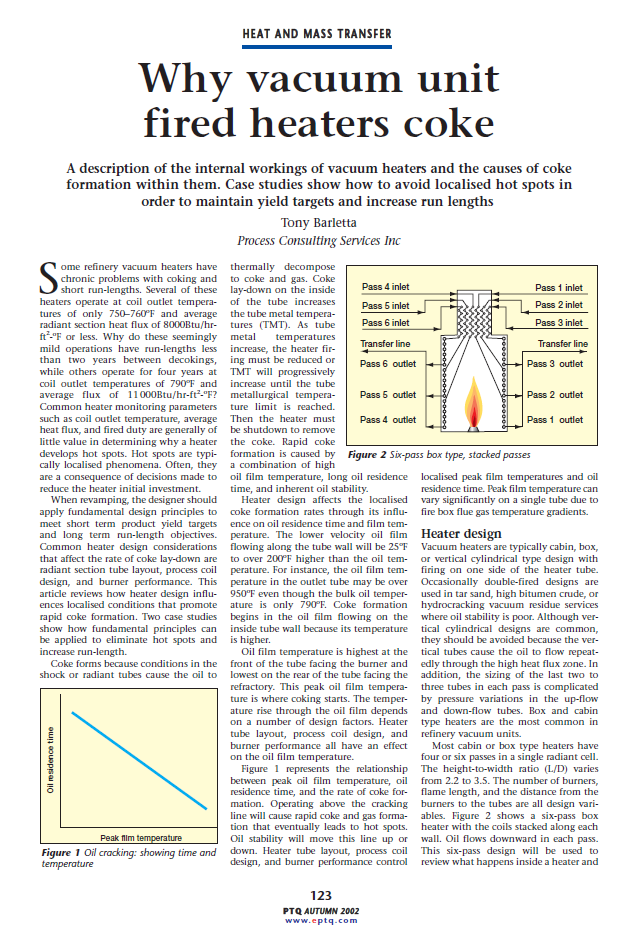
Read MoreA description of the internal workings of vacuum heaters and the causes of coke formation within them. Case studies show how to avoid localised hot spots in order to maintain yield targets and increase run lengths.
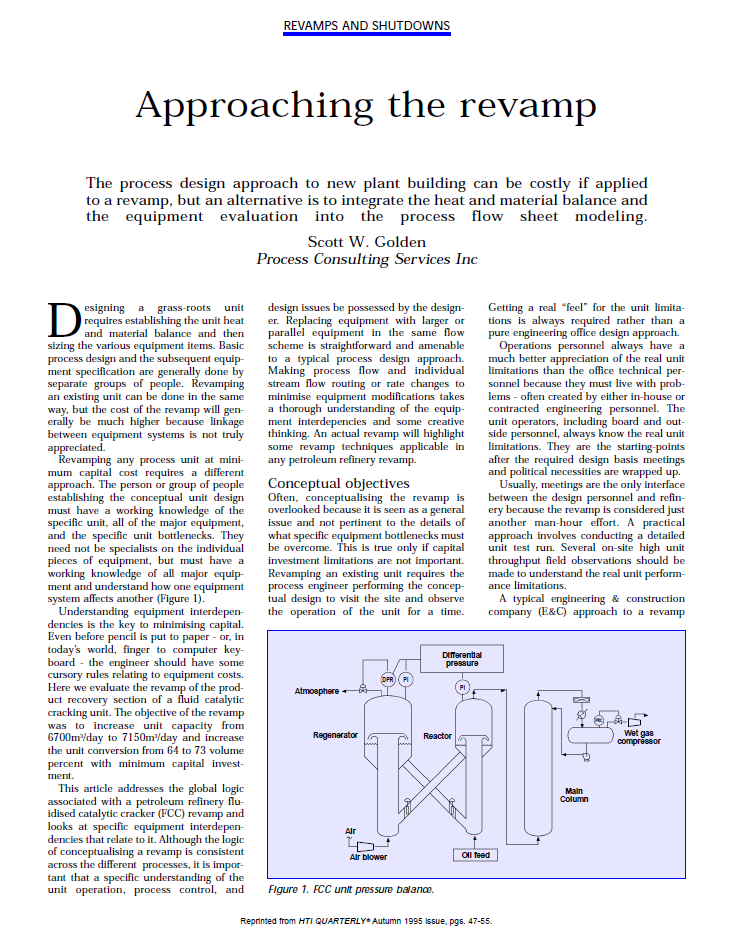
Read MoreThe process design approach to new plant building can be costly if applied to a revamp, but an alternative is to integrate the heat and material balance and the equipment evaluation into the process flow sheet modeling.
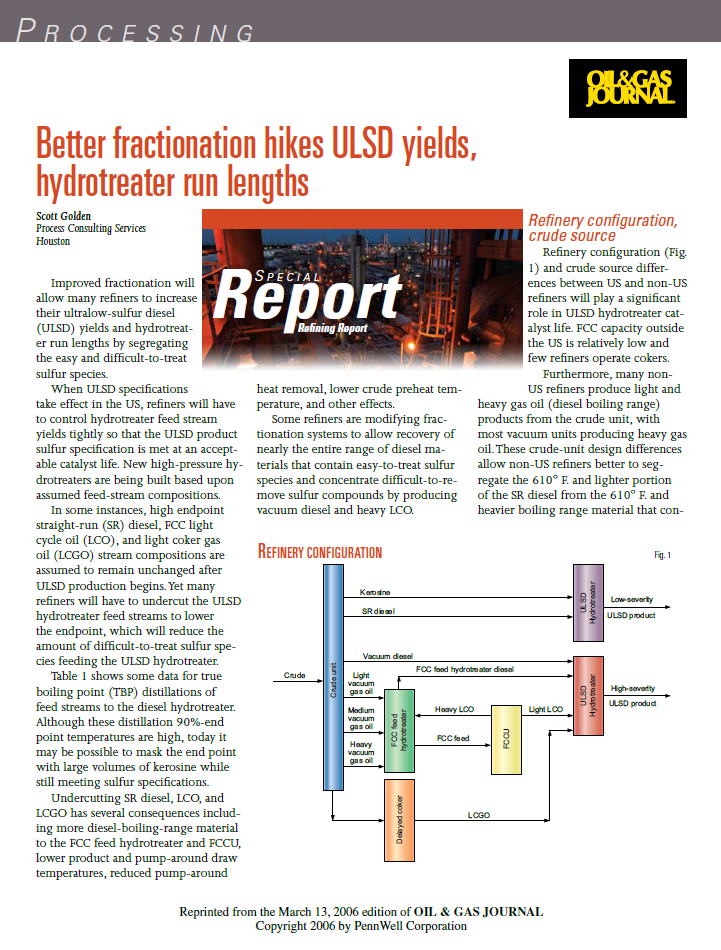
Read MoreImproved CDU, FCC and Coker main column fractionation maximizes diesel boiling range yields while eliminating hard-to-treat sulfur components from the hydrotreater feed. Hydrotreater run lengths can be materially improved by improving the segregation of easy-to-treat and hard-to-treat sulfur species in upstream distillation units.
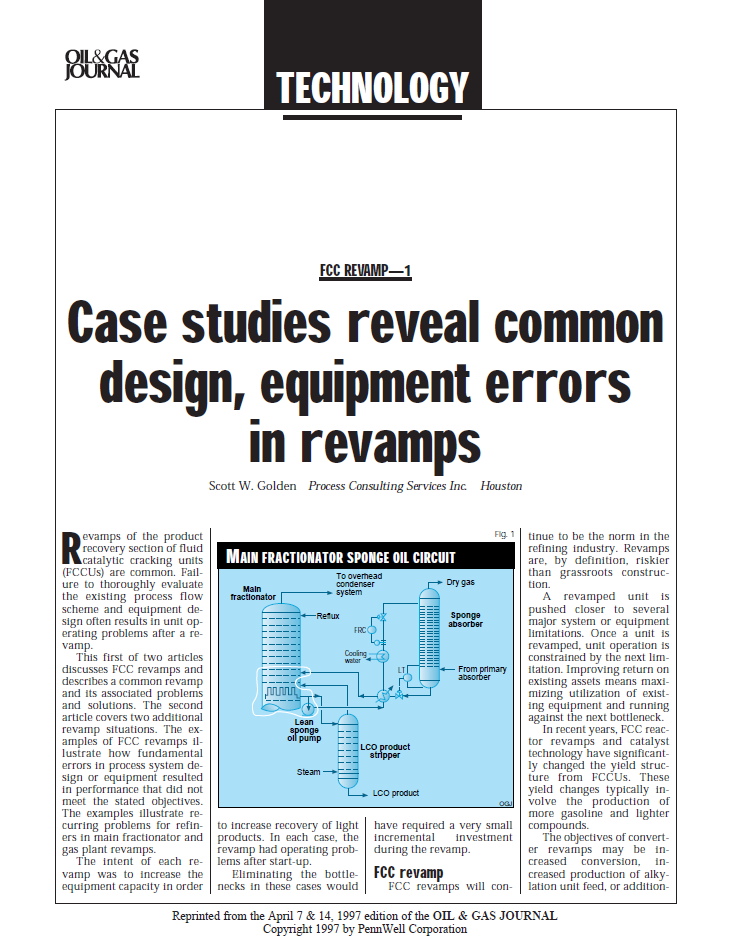
Read MoreRevamps of the product recovery section of fluid catalytic cracking units (FCCUs) are common. Failure to thoroughly evaluate the existing process flow scheme and equipment design often results in unit operating problems after a revamp.
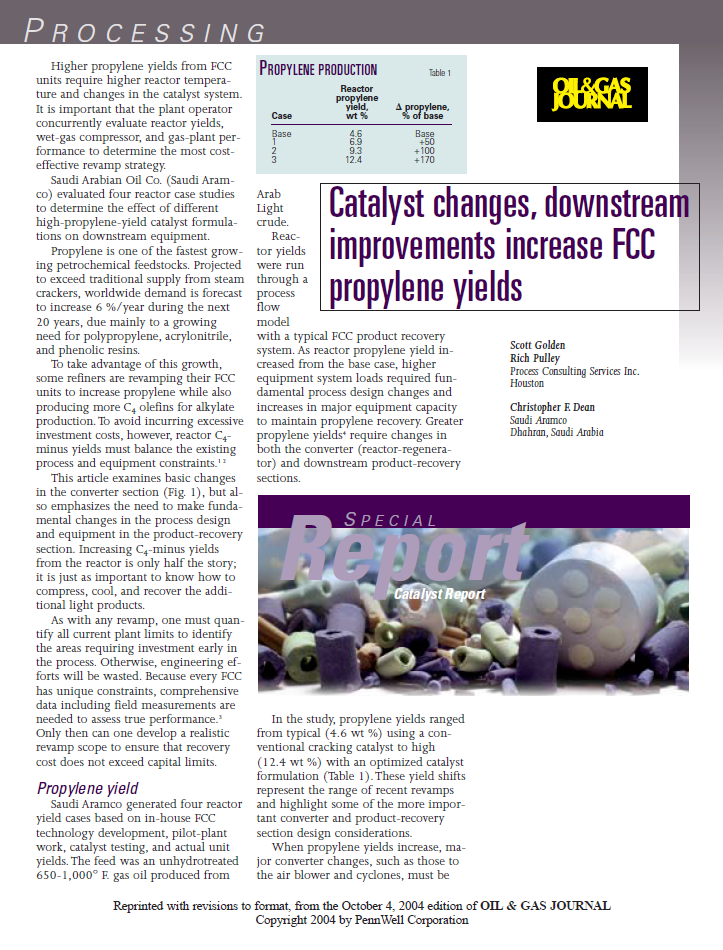
Read MoreIncreasing propylene yields from an FCC can be an attractive alternative to a steam cracker. Reactor and catalyst system changes can lead to much higher propylene yields than conventional FCC operations. Increasing propylene yields place additional demands on the gas plant, which need to be evaluated as part of the decision-making process. Otherwise valuable C4- products could be lost to fuel gas.
Read MoreWith performance real-time field data, designers can devise process retrofits at the conceptual stage that control project scope and minimize engineering revisions during FEED and detailed engineering.
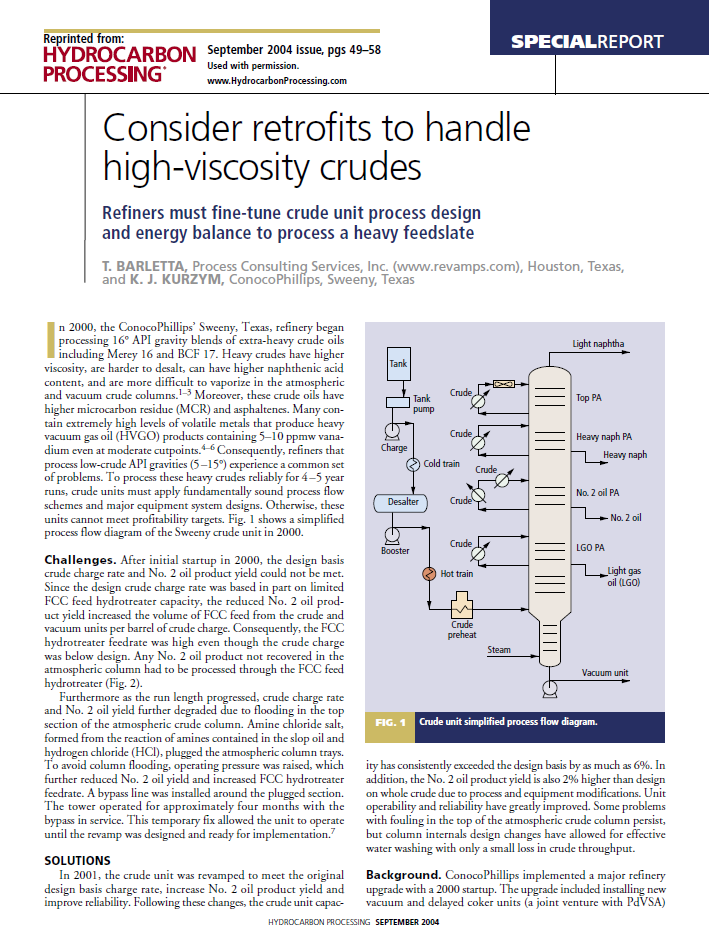
Read MoreRefiners must fine-tune crude unit process design and energy balance to process a heavy feedslate.
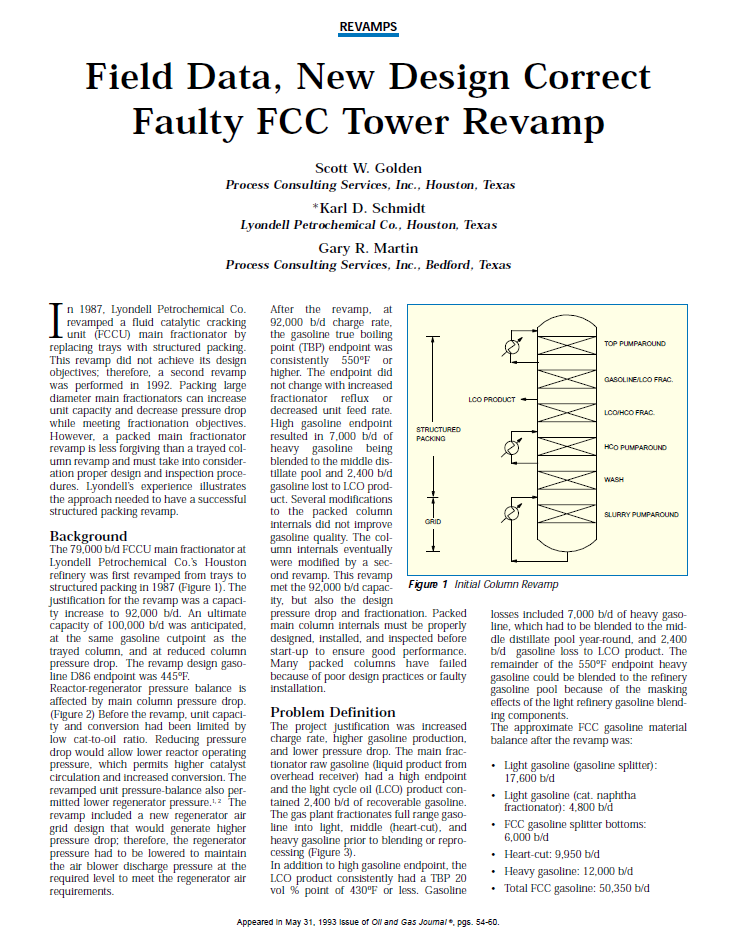
Read MoreA large US Gulf Coast refinery had poor fractionation in their FCC main column after replacing trays with structured packing. Large amounts of gasoline were being downgraded to LCO because low cost liquid distributors were used. Packed main fractionators offer theoretical improvements, but are less forgiving than trayed columns so proper design and inspection are paramount. Once the design errors were corrected the fractionating problems were eliminated and unit goals were achieved.
Read MoreCoking in petroleum refinery main fractionators causes unscheduled shutdowns and significant production losses. Coking, however, is not inevitable. It is a function of the process and equipment design and operating errors. If the equipment is not designed properly, the unit will coke, regardless of how it is operated.
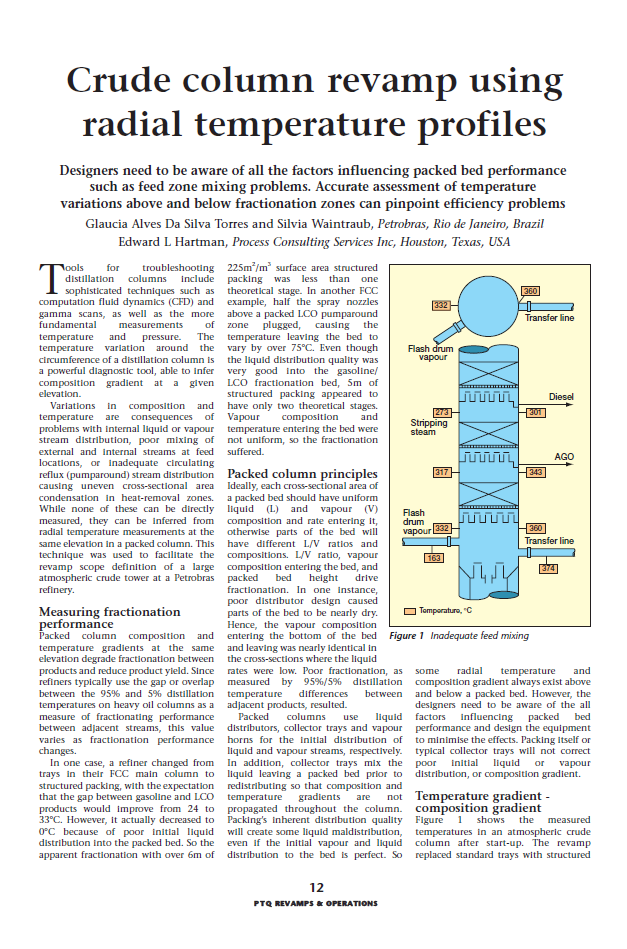
Read MoreDesigners need to be aware of all the factors influencing packed bed performance such as feed zone mixing problems. Accurate assessment of temperature variations above and below fractionation zones can pinpoint efficiency problems.
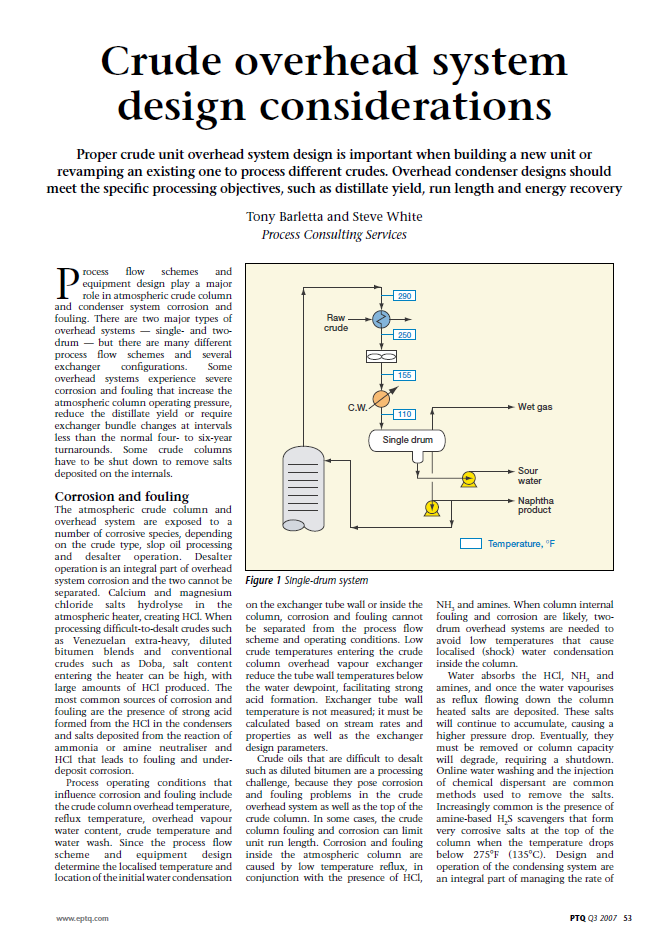
Read MoreProper crude unit overhead system is important when building a new unit or revamping an existing one to process different crudes. Overhead condenser designs should meet the specific processing objectives, such as distillate yield, run length and energy recovery.
Read MoreAn account of a crude vacuum unit revamp in which detailed calculation of the true performance of existing equipment, plus a realistic calculation of the benefits a revamp would bring, raised diesel production by 14.5 vol% on crude.
Read More